马上注册,学习空分知识,结交更多空分大神!
您需要 登录 才可以下载或查看,没有账号?加入空分之家
x
一、工艺简介:( ]) i$ A: _7 A. f/ M7 F P
1.过滤、压缩、预冷及净化5 ^" {3 P. `# P" G1 Y% h
原料工艺空气经吸入口吸入,进入自洁式空气过滤器,滤去尘埃和机械杂质,进入离心式空气压缩机进行压缩,压缩后的气体进入空气预冷系统中的空气冷却塔,在其中被水冷却和洗涤。空气冷却塔下部采用循环冷却水冷却,上部采用经冷水机组冷冻过的低温冷冻水冷却,空气冷却塔顶部设有惯性分离器和丝网捕雾器,以防止工艺空气中的游离水带出。5 N1 x' }: d' v& g* T6 H) }
出空气预冷系统的工艺空气进入用来吸附除去水份、二氧化碳的空气纯化系统,纯化系统中的吸附器由两台立式容器组成;两台吸附容器采用双层床结构,当一台运行时,另一台则由来自冷箱中的污氮通过加热器加热后进行再生。
3 W0 E" g: Q) b. j* n 2.空气精馏
- [4 W. M2 C+ p 从纯化系统来的洁净工艺空气全部进入增压透平膨胀机的增压端增压,增压并冷却后的空气进入主换热器,被返流出来的气体冷却到一定的温度后抽出一部分进入膨胀机膨胀,膨胀后的空气分为两股,一股进上塔的中部参加精馏,另一股返回主换热器并复热出冷箱进入空气压缩机入口。
" _, R @% w3 t* c+ A* O 其余部份空气在主换热器被返流出来的气体继续冷却并液化,液化空气节流进入下塔下。在下塔中产生的液空和液氮,经过冷器过冷,进入上塔参与精馏。在上塔内,经过再次精馏,得到产品氧气、产品液氧、产品氮气和污氮。8 ^5 N9 _- ~7 z* C9 P
二、系统规模:
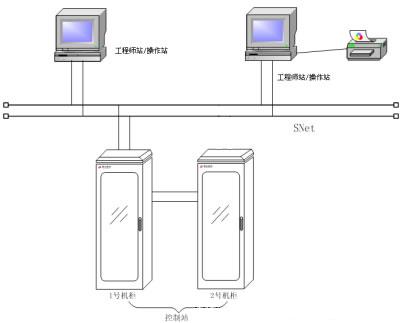
; U7 d8 P ~, B& Y" H4 _5 I 系统由8块模拟量输入模板118块AI模块.2块模拟量输出模板24块AO模块.2块数字量输入模板28块DI模块和2块数字量输出模板25块DO模块组成。总点数为195点.系统结构如图:( v2 s+ S! }- i" e( }! p5 x
本系统控制的主要设备有:空气压缩机,空气冷却塔,纯化分子筛的顺序控制,增压膨胀机,冷箱,分精馏塔等。: w8 s: z9 K3 g; w" N5 e* D. p
本系统共设一个现场控制站,二个操作员站(其中一个兼工程师站)。
* x4 h% f" b8 M7 i" A; c$ V( @1 e 1) 操作员站、工程师站互为热备冗余,其计算机均选用P4/1.8G/256M/40G,显示器为优派22英寸彩色纯平显示器。
7 g) G* C3 ]7 l* E( t 2)现场控制站主控制器、机架电源、通讯网络等均为1:1冗余配置。
, f1 }' |8 p+ B3 m/ e9 A/ j/ `5 s7 H ; |5 b; V' ?8 T& t
* D7 R# Y. J7 L8 ?5 F 三、系统控制方案:; E: T/ Z; k6 p% U
根据空分的生产工艺条件情况,分子筛的时序切换和分馏塔的上塔和下塔的液位控制是空分生产工艺的关键. 还用空气冷却塔的液位,污氮再生器压力, 增压机进口流量, 液氮计量罐液位, 两个储槽压力控制等。
; d3 i1 C- `/ F$ c& t% I0 ^3 p 四、控制方案的实施: G% p( d+ {& \( R$ t# o
在该工程中分子筛的时序切换采用顺序控制,控制的主线为时间加以一些条件判断进行控制. 分馏塔的上塔和下塔的液位控制采用单回路控制, 空气冷却塔的液位,污氮再生器压力, 增压机进口流量, 液氮计量罐液位也采全部用单回路控制, 两个储槽压力控制为单回路分程控制。
. Z7 e. p- g( U( H! Q! b4 L 空分生产的工艺比较复杂,由于空气分离的过程为纯物理反应,没有剧烈的反应,故工况比较稳定,单回路控制完全可以满足系统要求。
2 O& d s1 K5 R5 r3 k A/ A 以下为空分生产的几副工艺画面:4 ?1 j) Q5 i) e2 @/ `
/ \& |" A. Q7 E' H D: q S @
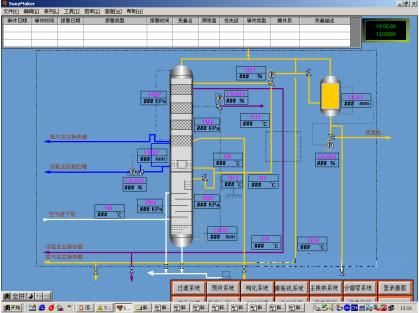
* u! ?7 X* n! b0 J, h1 x
分馏塔界面 ! v$ l( s1 `, W+ f0 a! k4 S
: p3 d! O- z* E+ D& O
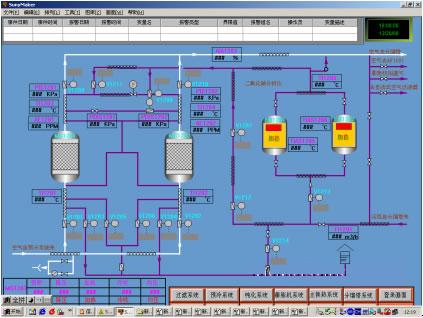
$ t! z& Z b7 o& l
纯化界面
) v# U! M, W2 C1 D m : n( g" v$ a/ N; ^
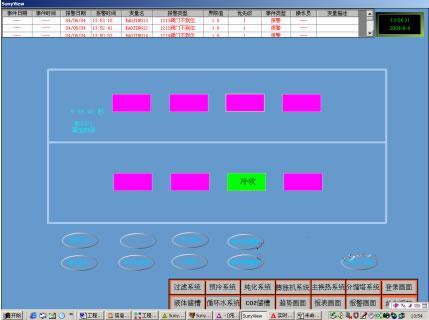
& O& G! q; t S+ w0 g) _! V
纯化调整界面
% N) h0 b. p* n6 ^ 五、控制效果及意义:! Y+ i: e6 D! U. |0 _# P+ v5 ?# X9 {
本项目在空分生产线控制系统上的应用。应用效果表明,整个生产过程运行平稳,达到了预期的控制目标。具体表现在如下几个方面:所有的控制回路实现了自动调节,系统的联琐控制满足工艺要求,减轻了操作人员劳动强度;操作运行的稳定度提高,为保证装置的安全生产奠定了基础。# J8 u+ c' u& O$ G
0 e8 \ k$ \. o$ }! j: Y |
|






 ' ^& F! ?! a' ]% ]: I' a3 r5 J+ u
' ^& F! ?! a' ]% ]: I' a3 r5 J+ u 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 显身卡
显身卡